为了追求小型化和高性能,现在的车载电子越来越多地采用SiP(系统级封装)或MCM(多芯片模块)技术,将MCU、存储器、电容甚至传感器封装在一起。这就带来了一个难题:用AEC-Q100(测IC的)测它?还是用AEC-Q200(测被动元件的)测它?好像都不合适。于是,AEC-Q104标准诞生了。
AEC-Q104解决什么问题?
AEC-Q104是专门针对MCM(Multi-Chip Modules)的可靠性标准。它的核心理念是“不重复造轮子”:
- 如果模块里的子元件(如电容、芯片)已经通过了AEC-Q100或Q200认证,那么在做模块认证时,可以豁免很多测试项目。
- 它重点关注“集成后的风险”,即不同材料(基板、芯片、塑封料)混合在一起后的热匹配问题。
最大的变化:板级可靠性 (BLR)
与Q100/Q200仅测试器件本身不同,AEC-Q104强制要求进行板级可靠性(Board Level Reliability, BLR)测试。
原因: MCM模块通常比较大,焊点多。在热胀冷缩时,模块与PCB主板之间的应力极大,容易导致焊点开裂。
测试方法: 必须将MCM模块焊在测试板(Daisy Chain设计)上,进行温度循环(TCT)测试,实时监测焊点链路的电阻变化。
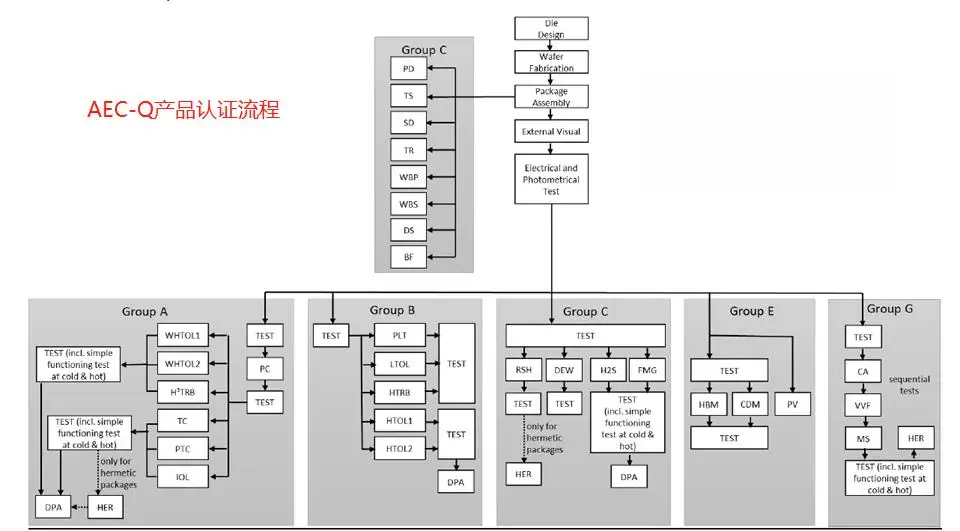
认证流程指引
- 定义MCM类型: 确定是以IC为主还是被动元件为主,决定参考Q100还是Q200的测试条件。
- 子元件审查: 收集内部所有元件的AEC认证数据。
- 增量测试: 针对模块整体进行剪切力、BLR温循、高温工作寿命等无法继承数据的项目。
总结
AEC-Q104为复杂的SiP模块提供了一条清晰的合规路径。它强调了“系统级”的可靠性,特别是焊接互连的稳健性。对于先进封装的汽车电子产品,BLR测试是通关的关键。
上海德垲在先进封装可靠性领域积累了丰富经验。我们提供AEC-Q104全套认证服务,特别是具备高精度的BLR板级可靠性监控系统(导通电阻分辨率达微欧级),帮助客户精准评估SiP模块在车载环境下的焊点寿命。